 Call Manufacturing
Call Manufacturing
Application of Casting Simulation Techniques

Accucam creates value for our customers through the application of advanced engineering and design capabilities such as the use of simulation software. Our DTV (Design to Value) approach continues to ensure that product integrity is ensured for our customer applications.
Recently, Accucam undertook the development of a 40 kg cast iron mechanical power transmission component that required a high soundness for long life in the application. The initial rigging design was developed in conjunction with the foundry and assessed with the standard capabilities of Magmasoft casting simulation software.
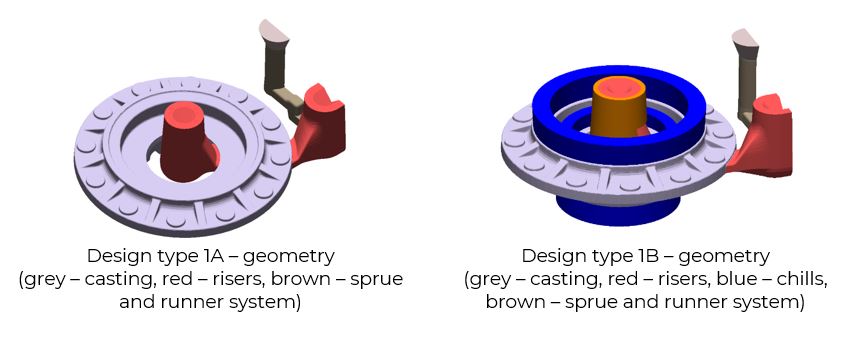
There was a desire to keep the rigging as simple as possible, so an arrangement with one hot riser and one cold riser was selected. The standard Magmasoft module showed that there was risk of insufficient feeding during solidification, but there was no way to determine how effective the graphite expansion would be in negating the feeding concern. Based on the initial results, changes were made to add an exothermic sleeve to the cold riser and various chill arrangements were tried, both in simulation and with physical trials.
Parts were cast and passed radiographic inspection. Unfortunately, during machining of the castings the limitations of the design approach and inspection methodology became clear when microporosity and even some level-1 shrinkage porosity was uncovered.
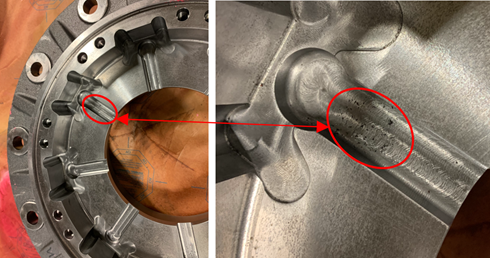
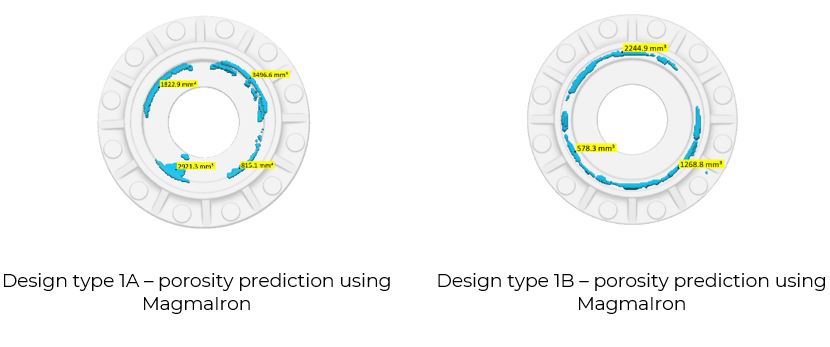
Due to the thickness of the castings, the radiographic inspection was not able to detect the regions with small imperfections deep in the part. The nature of the defects and their location necessitated machining and x-ray inspection combined to validate the parts. On the simulation front it became clear that MagmaIron module was required to predict the microporosity more accurately in these castings. The MagmaIron module considers the mould strength as well as the chemical composition and cooling rate of the material to predict the microstructure and the effect of graphite expansion on the development of shrinkage porosity.
To improve Accucam’s design-development capabilities, MagmaIron was purchased and deployed on this geometry. With the benefit of hindsight and improved simulation capabilities it was quickly shown that gating designs 1A or 1B were incapable to feed the part and that a large region of liquid melt remained unfed after the riser neck freezes off and prevents any further feeding. Graphite expansion was insufficient to prevent defects.
Based on the results collected to that point, a two-riser design with segmented chills was conceived and evaluated with Magmasoft which showed a positive liquid fraction distribution and indicated feeding would be adequate from the beginning to the end of solidification. The MagmaIron module predicted that porosity would be effectively eliminated by the two-riser design.
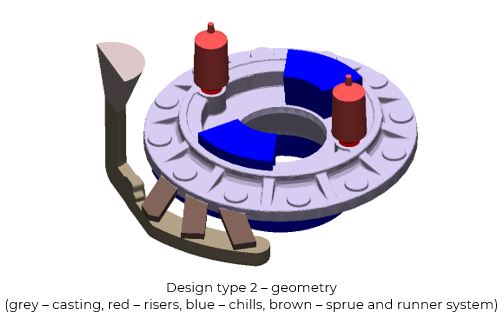
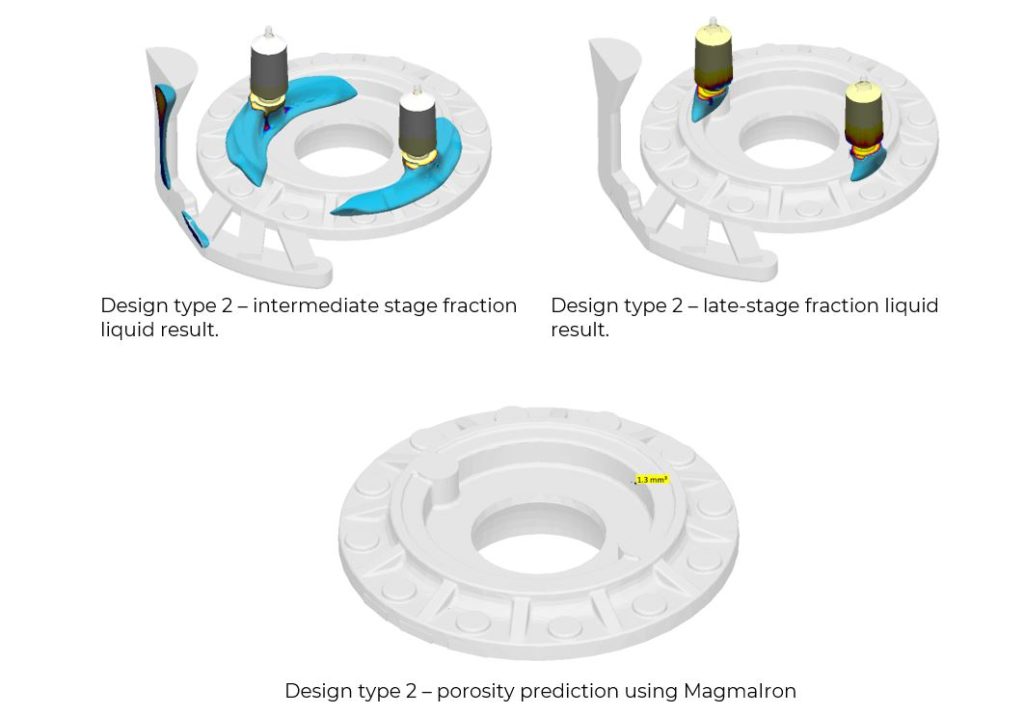
No porosity was found during machining of the type 2 design rigging system, confirming the value of the simulations. Based on this and other recent projects, Accucam is now well positioned to utilize the MagmaIron module for future cast iron and cast steel development programs.
Contact Accucam if you would like to hear more about our design-to-value capabilities and how we can help provide your company with casting solutions. Your product success is our goal!